-

- 无锡昌鸿钢格板有限公司
-
全国服务咨询热线:
13812193298
13812193298


产品描述
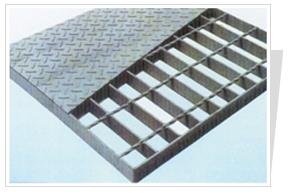
无锡昌鸿钢格板复合钢格板安装方式
1、采用复合钢格板专用安装夹安装,不破坏镀锌层,拆装方便。每套安装夹包括上夹、下夹、M8圆头螺栓和螺母各一个。
2、直接将钢格板或踏步板焊接在支撑钢结构上,焊接处刷两遍镀锌粉漆。
3、复合钢格板安装问隙一般为100mm。
4、可根据需要,提供不锈钢安装夹或螺栓连接等紧固方法。
5、安装复合钢格板时务必注意安装牢固可靠,应经常检查,防止安装夹松动脱落,靠近振动的钢格板较好焊接或加橡胶垫。
无锡复合钢格板价格 镀锌复合钢格板,镀锌复合钢格板规格,复合钢格板厂家,复合钢格板产品制作方式,复合钢格板制作规则
无锡昌鸿教你如何让复合钢格板整体结构美观?
1.首先将花纹板与钢格板叠加并在中心位置确定定位点进行点焊,然后纵向由中间向两端以散布方式、横向每间隔三支扁钢和一支横杆间距的方式进行焊接成型,最后进行花纹板和钢格板周圈焊;焊接完成后,对格栅复合板进行镀锌处理。
2.在整合焊接过程中,除较外侧主体扁钢和包边扁钢能与花纹板焊接外,其余只能保证花纹板和钢格板上的麻花钢之间有焊缝。焊缝长度为15~20mm,焊脚高度为4~6mm。对焊缝长度和焊脚高度的限制,适用于复合钢格板所有的焊接要求,强度能够满足现场使用要求,如果超出此范围,太大则没有必要,而且影响美观程度,太小则会影响产品质量。
3.花纹板与钢格板叠加后,花纹板的边界超出钢格板边界小于等于3mm。格栅复合板的上下两层边界若未对齐,其超出3mm,则对于周圈的焊接来说,不容易焊接到位,影响焊接质量,另外一方面在复合钢格板安装时,由于有间隙,不容易固定。
4.焊接过程中所使用的主要焊接设备是CO2气体保护焊机。使用的CO2气体保护焊为半自动化操作,焊接过程中因热量产生的变形小,可连续作业生产率高,焊接后不用清渣焊点滑顺美观,而且减少了中间环节,大大提高了焊接施工效率,有利于保证施工进度和焊接质量。
本焊接方法,在保证了整个格栅复合板强度的情况下,尽量较少焊接点及焊接次数,保证整体结构的实用、美观。一次成型焊接技术,将传统的镀锌后整合焊接改成先整合焊接后再镀锌,能有效的解决因重复进行酸处理和浸镀造成的时间上的浪费,并有效的提高了钢格板产品外观色泽的一致性。
手机网站

微信号码
地址:江苏省 无锡 惠山区 前洲街道 江苏省无锡市
联系人:庄先生(经理)
微信帐号:zhngyg






















