-

- 无锡昌鸿钢格板有限公司
-
全国服务咨询热线:
13812193298
13812193298
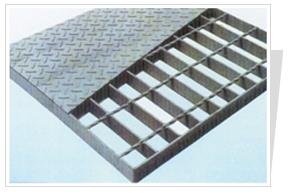


产品描述
复合钢格板是由具有一定横跨承载能力的钢格栅及密封外表的花纹板制作而成的一种产品。 复合钢格板经热浸锌处理后,因热力会发生翘曲变形,尤其是选用较大面积的钢格栅板,校平比较艰难,请注意选型。 复合钢格板常用系列3钢格栅板作底板,也可选用系列1或系列2钢格栅板;花纹钢格栅板常用3mm厚板,也可选用4mm,5mm、6mm的板。 复合钢格板 在钢格板的正面或底面扞接钢网制成复网板,可防小件掉落,在粮仓、餐厅、库房运用复网板,可避免老鼠等小动物进入。 复网板以钢格板作底板,可选用不同类型的钢网。 装置办法 直接将钢格板或踏步板焊接在支持钢结构上,焊接处刷两遍富锌粉漆。 选用钢格板专用装置夹装置,不损坏镀锌层,拆装便利。每套装置夹包含上夹、下夹、M8圆头螺栓和螺母各一个。 可根据需求,提供不锈钢装置夹或螺栓衔接等紧固办法。 钢格板装置问隙通常为100mm。 装置时必须留意装置结实牢靠,应常常检查,避免装置夹松动掉落,接近振荡的钢格板较佳焊接或加橡胶垫。 专业术语解释 受荷扁钢:钢格板的首要资料,用于接受荷载的均匀的轧制扁钢,其两头支承在钢梁上。横杆或扭绞杆:方形截面的通过扭绞的钢棒以正交方向压焊到受荷扁钢之上用于固定扁钢。 包边板:与受荷扁钢有一样截面的扁钢,与受荷扁钢的端头焊接。在包边或开缺口时要用这种包边板封边。 板长:与受荷扁钢平行的方向上量得的总尺度,即便在比“宽度”短的情况下,也总称之为长度,设计或写订单时在该尺度后用字母LB(LOADBAR)标注,图纸上用 “..”表示板长方向。 板宽:与横杆平行的方向所量得的钢格板尺度,即便在比“长度”大的情况下,也总称为宽度。 冲齿:在扁钢上沿冲制的半圆小缺口,以进一步增强防滑才能。 前护板:焊接在踏步板或楼梯口前缘,以增强防滑才能。 挡边板或踢脚板:比包边板高出100..,焊在钢格板需求的边上或开口部位以避免人或物件下跌,挡边板的高度也可由用户*。 开孔或缺口:从钢格板上切去有些,让管道、设备、立柱或栏杆通过,或避开妨碍。 净面积:除区开孔和缺口有些的面积(W×L)。 毛面积:以钢格板较大外围尺度核算的面积(W×L),包含开口和缺口有些。合同面积按毛面积核算。
无锡昌鸿教你如何让复合钢格板整体结构美观?
1.首先将花纹板与钢格板叠加并在中心位置确定定位点进行点焊,然后纵向由中间向两端以散布方式、横向每间隔三支扁钢和一支横杆间距的方式进行焊接成型,最后进行花纹板和钢格板周圈焊;焊接完成后,对格栅复合板进行镀锌处理。
2.在整合焊接过程中,除较外侧主体扁钢和包边扁钢能与花纹板焊接外,其余只能保证花纹板和钢格板上的麻花钢之间有焊缝。焊缝长度为15~20mm,焊脚高度为4~6mm。对焊缝长度和焊脚高度的限制,适用于复合钢格板所有的焊接要求,强度能够满足现场使用要求,如果超出此范围,太大则没有必要,而且影响美观程度,太小则会影响产品质量。
3.花纹板与钢格板叠加后,花纹板的边界超出钢格板边界小于等于3mm。格栅复合板的上下两层边界若未对齐,其超出3mm,则对于周圈的焊接来说,不容易焊接到位,影响焊接质量,另外一方面在复合钢格板安装时,由于有间隙,不容易固定。
4.焊接过程中所使用的主要焊接设备是CO2气体保护焊机。使用的CO2气体保护焊为半自动化操作,焊接过程中因热量产生的变形小,可连续作业生产率高,焊接后不用清渣焊点滑顺美观,而且减少了中间环节,大大提高了焊接施工效率,有利于保证施工进度和焊接质量。
本焊接方法,在保证了整个格栅复合板强度的情况下,尽量较少焊接点及焊接次数,保证整体结构的实用、美观。一次成型焊接技术,将传统的镀锌后整合焊接改成先整合焊接后再镀锌,能有效的解决因重复进行酸处理和浸镀造成的时间上的浪费,并有效的提高了钢格板产品外观色泽的一致性。
手机网站

微信号码
地址:江苏省 无锡 惠山区 前洲街道 江苏省无锡市
联系人:庄先生(经理)
微信帐号:zhngyg






















